Forgiatura dell'acciaio è uno dei processi di lavorazione dei metalli più antichi e affidabili nel settore manifatturiero. La risposta breve a quali tipi di acciaio da forgiatura esistono: acciaio al carbonio, acciaio legato, acciaio inossidabile, acciaio per utensili e acciaio microlegato sono le cinque categorie principali utilizzate nella forgiatura industriale dell'acciaio. Ciascun tipo soddisfa esigenze meccaniche e ambientali distinte e la scelta di quella sbagliata può portare a guasti prematuri, rischi per la sicurezza o inutili superamenti dei costi.
Questa suddivisione copre ogni categoria in modo approfondito: cosa le rende diverse, dove offrono le migliori prestazioni e come appaiono effettivamente i numeri quando si confrontano la resistenza allo snervamento, la durezza e la gamma di applicazioni.
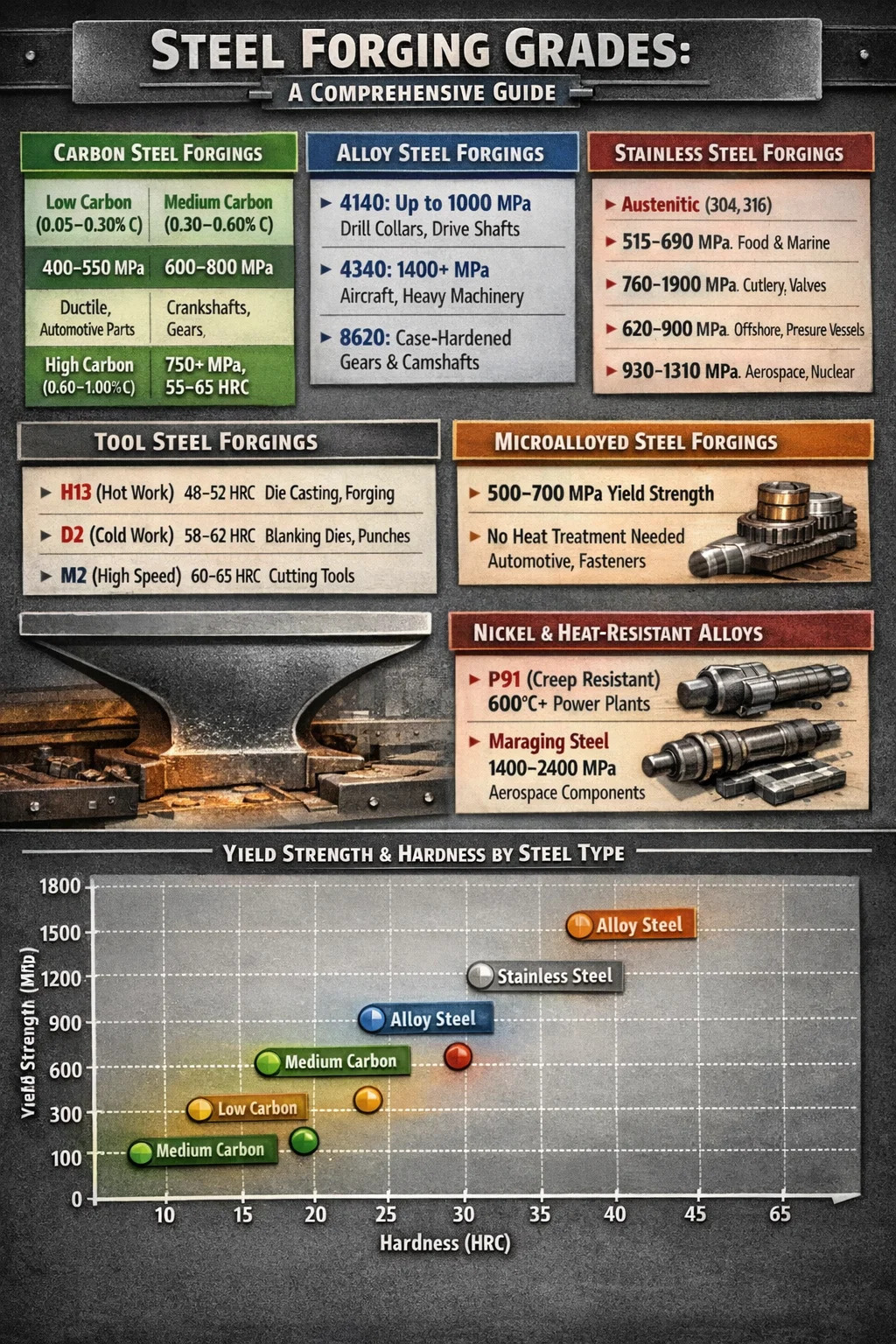
Forgiati in acciaio al carbonio: il cavallo di battaglia del settore
L’acciaio al carbonio rappresenta la maggior parte della produzione complessiva di acciaio forgiato a livello globale. È classificato in tre sottogruppi in base al contenuto di carbonio e tale percentuale di carbonio ha un effetto diretto e misurabile su resistenza, durezza e duttilità.
Acciaio a basso tenore di carbonio (0,05% – 0,30% C)
I pezzi fucinati in acciaio a basso tenore di carbonio sono altamente duttili e facili da modellare. La resistenza alla trazione varia tipicamente da 400 a 550 MPa. Questi pezzi fucinati sono comunemente usati per componenti strutturali, parti di carrozzeria automobilistica e bulloni per uso generale. Non rispondono bene al trattamento termico di indurimento ma sono facilmente saldabili e lavorabili.
Acciaio al carbonio medio (0,30% – 0,60% C)
Questa è la gamma più ampiamente contraffatta. I gradi a medio carbonio come AISI 1040 e AISI 1045 offrono un forte equilibrio tra resistenza e tenacità. Il trattamento termico può spingere la resistenza allo snervamento oltre i 600 MPa. Le applicazioni includono alberi a gomiti, bielle, assi, ingranaggi e componenti ferroviari. AISI 1045 è probabilmente il grado di forgiatura di acciaio al carbonio medio più comunemente specificato nell'ingegneria meccanica generale.
Acciaio ad alto tenore di carbonio (0,60% – 1,00% C)
I pezzi forgiati ad alto contenuto di carbonio offrono durezza e resistenza all'usura superiori, ma sono più fragili e difficili da lavorare. Sono utilizzati per molle, utensili da taglio, funi metalliche e acciai per rotaie. I valori di durezza raggiungono normalmente 55–65 HRC dopo un adeguato trattamento termico, rendendoli inadatti per applicazioni con carichi pesanti senza un'attenta considerazione della progettazione.
Forgiati in acciaio legato: prestazioni migliorate grazie alla chimica
I pezzi forgiati in acciaio legato contengono aggiunte deliberate di cromo, molibdeno, nichel, vanadio o manganese oltre le quantità presenti nell'acciaio al carbonio. Queste aggiunte modificano la temprabilità, la tenacità a temperature elevate e la resistenza alla fatica e alla corrosione. Il contenuto totale degli elementi di lega è tipicamente compreso tra l'1% e il 5%.
I gradi di forgiatura dell'acciaio legato più comunemente riscontrati includono:
- 4140 (acciaio Cr-Mo): Resistenza alla trazione fino a 1000 MPa allo stato bonificato. Utilizzato nei collari per trivellazione di petrolio e gas, componenti di difesa e alberi di trasmissione automobilistici.
- 4340 (acciaio Ni-Cr-Mo): Uno degli acciai legati più resistenti di uso comune, con resistenze alla trazione superiori a 1400 MPa ottenibili attraverso il trattamento termico. Si trova nei carrelli di atterraggio degli aerei, negli alberi motore per carichi pesanti e nei semiassi ad alte prestazioni.
- 8620: Un grado da cementazione popolare per ingranaggi e alberi a camme dove sono necessari contemporaneamente un nucleo tenace e una superficie dura.
- EN36 e EN24: Comune nelle specifiche britanniche/europee per forgiati di ingegneria pesante come alberi di turbine e componenti di centrali nucleari.
Il vantaggio della forgiatura dell'acciaio legato rispetto all'acciaio al carbonio è la profondità della temprabilità. Una barra 4140 di 100 mm di diametro può essere temprata fino a ottenere una microstruttura uniforme, mentre un acciaio al carbonio semplice dello stesso diametro mostrerebbe un marcato calo di durezza dalla superficie al nucleo.
Forgiati in acciaio inossidabile: resistenza alla corrosione sotto carico meccanico
I pezzi forgiati in acciaio inossidabile contengono almeno il 10,5% di cromo in peso, che forma uno strato di ossido passivo che resiste all'ossidazione e alla corrosione. Il processo di forgiatura affina la struttura dei grani dell'acciaio inossidabile in un modo che la fusione non può replicare, producendo componenti con resistenza alla fatica e resilienza agli urti superiori.
Le principali famiglie utilizzate nello stampaggio dell’acciaio inossidabile sono:
| Famiglia | Gradi comuni | Resistenza alla trazione tipica | Applicazione chiave |
|---|---|---|---|
| Austenitico | 304, 316, 321 | 515–690 MPa | Lavorazioni chimiche, attrezzature alimentari, marine |
| Martensitico | 410, 420, 440C | 760–1900 MPa | Posate, valvole, alberi di pompe, strumenti chirurgici |
| Duplex | 2205, 2507 | 620–900MPa | Petrolio offshore, desalinizzazione, recipienti a pressione |
| Precipitazioni indurite | 17-4PH, 15-5PH | 930–1310 MPa | Valvole aerospaziali, nucleari, ad alte prestazioni |
La forgiatura dell'acciaio inossidabile 316L è particolarmente dominante nella lavorazione farmaceutica e alimentare perché il basso contenuto di carbonio riduce al minimo il rischio di sensibilizzazione durante la saldatura e l'aggiunta di molibdeno (2–3%) migliora significativamente la resistenza alla vaiolatura in ambienti contenenti cloruro. Il grado duplex 2205 offre circa il doppio del carico di snervamento del 316L, a un minimo di circa 450 MPa, il che consente design con pareti più sottili e peso ridotto dei componenti senza compromettere la durata di servizio.
Forgiati in acciaio per utensili: durezza estrema per applicazioni di formatura e taglio
Gli acciai per utensili sono progettati specificatamente per mantenere la loro durezza e forma anche in condizioni di stress meccanico, abrasione e calore estremi. Se prodotti attraverso il processo di forgiatura, gli acciai per utensili sviluppano una struttura a grana raffinata e uniforme che supera significativamente le alternative fuse o laminate in applicazioni di utensili impegnative.
I pezzi fucinati in acciaio per utensili sono raggruppati secondo il sistema di classificazione AISI:
- Serie H (acciaio per utensili per lavorazioni a caldo): I gradi come H13 e H11 sono formulati per resistere al rammollimento a temperature superiori a 500°C. H13 è lo standard globale per gli stampi per pressofusione, gli utensili per estrusione e gli stessi stampi per forgiatura a caldo. Raggiunge 48–52 HRC dopo il trattamento termico pur mantenendo un'adeguata tenacità per sopravvivere a ripetuti cicli termici.
- Serie D (lavorazioni a freddo, alto contenuto di cromo): D2 contiene circa il 12% di cromo e l'1,5% di carbonio, conferendogli un'eccezionale resistenza all'usura a temperatura ambiente. Viene utilizzato per matrici di tranciatura, utensili di formatura e punzoni dove la precisione dimensionale su cicli di produzione molto elevati è fondamentale.
- Serie M (acciaio ad alta velocità): M2 e M42 mantengono il loro tagliente a temperature alle quali gli utensili in acciaio al carbonio avrebbero perso tutta la durezza. La combinazione di tungsteno, molibdeno e cobalto conferisce a M42 un vantaggio di durezza a caldo che lo rende insostituibile in punte da trapano, maschi, frese e brocce.
- Serie P (acciaio per stampi): Progettato per stampi a iniezione plastica, P20 è uno degli acciai per stampi forgiati più utilizzati. Viene generalmente fornito preindurito a 28–34 HRC, eliminando la necessità di trattamento termico dopo la lavorazione.
La forgiatura degli acciai per utensili richiede un controllo preciso della temperatura. L'H13, ad esempio, deve essere forgiato tra 1010°C e 1150°C e deve essere raffreddato lentamente dopo la forgiatura per evitare fessurazioni. Una pratica di forgiatura impropria introduce stress residuo e reti di carburo grossolane che riducono drasticamente la tenacità.
Forgiati in acciaio microlegato: efficienza quasi netta senza trattamento termico
Gli acciai microlegati, chiamati anche acciai HSLA (High Strength Low Alloy) in contesti di forgiatura, rappresentano una moderna soluzione ingegneristica che combina la formabilità dell'acciaio al carbonio con livelli di resistenza che in precedenza richiedevano l'acciaio legato e il trattamento termico post-forgiatura. Le aggiunte chiave sono vanadio (0,05–0,15%), niobio (0,02–0,05%) e titanio, in quantità molto piccole che precipitano come carburi e nitruri fini durante il raffreddamento controllato.
Il principale vantaggio commerciale è che i pezzi forgiati in acciaio microlegato possono raggiungere carichi di snervamento di 500-700 MPa senza tempra e rinvenimento, il che elimina un importante passaggio di costi e tempi nel ciclo di produzione. I produttori automobilistici hanno ampiamente adottato qualità microlegate per bielle, alberi motore e fusi a snodo proprio per questo motivo.
I gradi comuni di forgiatura microlegati includono 38MnVS6, 46MnVS3 e SAE 1548V. Questi gradi sono progettati in modo che l'operazione di forgiatura e il successivo raffreddamento ad aria controllata raggiungano le proprietà meccaniche finali in un unico ciclo termico, sostituendo due operazioni separate del forno. Nella forgiatura automobilistica di grandi volumi, ciò si traduce in un risparmio energetico fino al 30% per parte rispetto ai percorsi di tempra e rinvenimento.
Una limitazione è che gli acciai microlegati hanno finestre di processo più ristrette rispetto agli acciai legati convenzionali. La temperatura di finitura della forgiatura deve essere attentamente controllata, in genere tra 900°C e 1050°C, per garantire un adeguato indurimento per precipitazione durante il raffreddamento. Qualsiasi deviazione dalla microstruttura target si traduce in proprietà meccaniche imprevedibili e potenziale rifiuto di interi cicli di forgiatura.
Forgiati in acciaio a base di nichel e resistente al calore per ambienti estremi
Oltre alle classificazioni standard, esiste una categoria specializzata di forgiati in acciaio resistenti al calore e contenenti nichel per applicazioni in cui le temperature di esercizio superano quelle tollerate dagli acciai legati convenzionali. Questi includono gradi resistenti al creep per la produzione di energia e dischi di turbine aerospaziali, nonché acciai Maraging per applicazioni strutturali ad altissima resistenza.
Forgiati in acciaio resistenti al creep
Gradi come P91 (9Cr-1Mo-V) e P92 sono ampiamente utilizzati nei collettori di vapore forgiati, nei corpi delle valvole e negli involucri delle turbine nelle centrali elettriche a carbone e gas che operano a temperature superiori a 600°C. I forgiati P91 sono progettati per resistere allo scorrimento viscoso (la deformazione lenta e dipendente dal tempo sotto carico sostenuto ad alta temperatura) con una durata minima alla rottura per scorrimento viscoso di 100.000 ore in condizioni operative. Il loro contenuto di cromo fornisce anche una resistenza all'ossidazione che il semplice acciaio al carbonio non può eguagliare a temperature superiori a 450°C.
Acciai Maraging
Gli acciai Maraging contengono il 18% di nichel e un bassissimo contenuto di carbonio, da qui la loro estrema resistenza: Sono ottenibili carichi di snervamento da 1400 a oltre 2400 MPa — dalla precipitazione di composti intermetallici durante il trattamento termico di invecchiamento. I componenti in acciaio Maraging forgiato vengono utilizzati nelle custodie dei motori dei razzi aerospaziali, nei dispositivi di arresto degli aerei e negli utensili ad altissima resistenza. Nonostante la loro resistenza, rimangono ragionevolmente tenaci e possono essere lavorati prima dell'invecchiamento mentre sono ancora in uno stato relativamente morbido.
In che modo il processo di forgiatura dell'acciaio influisce sulle proprietà dei materiali in base al tipo di acciaio
Il processo di forgiatura stesso, che si tratti di stampo aperto, stampo chiuso, laminazione di anelli o forgiatura isotermica, interagisce in modo diverso con ciascun tipo di acciaio. Comprendere queste interazioni aiuta a spiegare perché la selezione dei materiali e la selezione del processo non possono essere separate.
Nella forgiatura dell'acciaio a stampo chiuso, elevate forze di deformazione vengono applicate a una billetta confinata, producendo parti dalla forma quasi netta con un flusso continuo di grani che segue la geometria del componente. Questo flusso di grano è responsabile del vantaggio in termini di resistenza alla fatica e agli urti che i pezzi forgiati mantengono rispetto alle barre lavorate o ai pezzi fusi. Una biella ricavata da barra interrompe il flusso del grano su ogni superficie lavorata; una biella forgiata mantiene la continuità ininterrotta del grano da un'estremità all'altra.
L'intervallo di temperature di forgiatura varia in modo significativo tra i tipi di acciaio:
- Acciai al carbonio e bassolegati: tipicamente 1100°C – 1250°C per stampaggio a caldo
- Acciai inossidabili (austenitici): 1100°C – 1200°C, con raffreddamento più lento per evitare sensibilizzazione
- Acciai per utensili: 1010°C – 1150°C con raffreddamento lento obbligatorio in forno o mezzo isolante
- Acciai Maraging: 1100°C – 1200°C, invecchiati dopo forgiatura a 480°C per 3–6 ore
- Acciaio inossidabile duplex: 1100°C – 1180°C, seguito da raffreddamento in acqua per mantenere l'equilibrio di fase
La forgiatura a caldo, eseguita tra circa 650°C e 950°C, sta guadagnando terreno per gli acciai a medio carbonio e le qualità microlegate dove sono richieste tolleranze dimensionali più strette rispetto a quelle che la forgiatura a caldo può ottenere, senza le severe richieste di forza di pressione della forgiatura a freddo. La forgiatura a freddo dell'acciaio, tipicamente riservata ai gradi a basso contenuto di carbonio, consente di ottenere la migliore finitura superficiale e precisione dimensionale, ma richiede pressioni di forgiatura sostanzialmente più elevate.
Selezione del giusto grado di forgiatura dell'acciaio: una struttura pratica
La scelta del tipo corretto di acciaio per forgiatura richiede il bilanciamento di diversi fattori concorrenti. Nessun singolo grado ottimizza tutte le proprietà contemporaneamente. Il seguente quadro cattura le variabili decisionali più rilevanti per le applicazioni industriali:
- Requisiti meccanici: Definire il carico di snervamento minimo, la durezza, l'energia d'impatto (valori Charpy) e la durata a fatica. Ciò restringe immediatamente la categoria: se è necessaria una resistenza allo snervamento di 1200 MPa, l'acciaio al carbonio viene eliminato; se 400 MPa sono adeguati, l'acciaio legato rappresenta un costo inutile.
- Esposizione ambientale: Gli ambienti contenenti cloruri eliminano la maggior parte degli acciai al carbonio e bassolegati a meno che non siano rivestiti. Una temperatura operativa elevata esclude l'acciaio al carbonio superiore a circa 400°C e richiede gradi resistenti al creep contenenti cromo.
- Dimensioni della sezione e temprabilità: I pezzi fucinati di grande sezione trasversale (diametro superiore a 100 mm) in servizio critico necessitano di gradi di acciaio legato con sufficiente temprabilità per ottenere proprietà uniformi attraverso la sezione. L'acciaio al carbonio avrà una custodia rigida e un nucleo morbido in sezioni spesse.
- Lavorabilità e lavorazione successiva: Se alla forgiatura segue una lavorazione intensiva, le qualità con aggiunta di zolfo per le proprietà di lavorazione facilitata riducono il tempo ciclo, anche se a scapito della tenacità trasversale.
- Volume e costo: Per volumi di produzione molto elevati, i gradi microlegati che eliminano il trattamento termico post-forgiatura offrono significative riduzioni dei costi. Per le parti speciali di piccoli lotti, il costo del trattamento termico rappresenta una frazione inferiore del costo totale della parte, quindi i gradi di lega ad alte prestazioni sono più fattibili.
In pratica, la maggior parte degli ingegneri segue codici di progettazione applicabili come ASME, EN 10250 o ASTM A668 che specificano i materiali consentiti per specifiche categorie di servizi. Questi codici restringono la selezione a un breve elenco di gradi di forgiatura dell'acciaio qualificati che sono stati convalidati per le condizioni di servizio pertinenti attraverso decenni di esperienza sul campo e test standardizzati.
Utilizzo del grado di forgiatura dell'acciaio specifico del settore
Diversi settori sono confluiti sui materiali preferiti per la forgiatura dell'acciaio sulla base di decenni di dati sulle prestazioni e requisiti normativi. La comprensione di queste norme di settore fornisce un punto di partenza pratico per il lavoro sulle specifiche.
Acciaio per forgiatura automobilistica
Il settore automobilistico consuma il maggior volume di pezzi fucinati in acciaio a livello globale. Gli alberi motore delle autovetture sono prevalentemente forgiati con acciai microlegati a medio carbonio (38MnVS6) o acciaio da bonifica 1045. Gli alberi motore per autocarri pesanti utilizzano 4340 o acciai legati simili al nichel-cromo-molibdeno per le loro prestazioni di fatica superiori a potenze specifiche più elevate. Le bielle sono passate sostanzialmente a design a frattura divisa utilizzando acciaio ad alto tenore di carbonio C70S6, che consente la rottura del cappuccio dopo la forgiatura e quindi il riassemblaggio con straordinaria precisione - eliminando le operazioni di lavorazione meccanica e riducendo i costi di produzione delle bielle di circa il 15-20% rispetto alla fresatura e macinazione tradizionale.
Forgiati in acciaio per petrolio e gas
Gli ambienti di servizio acidi, dove è presente l'idrogeno solforato, impongono requisiti particolarmente severi alla forgiatura dell'acciaio. La norma NACE MR0175/ISO 15156 regola la selezione dei materiali per il servizio acido e limita la durezza a un massimo di 22 HRC per la maggior parte degli acciai al carbonio e bassolegati per prevenire la rottura da stress da solfuro. F22 (2,25Cr-1Mo) e F5 (5Cr-0,5Mo) sono leghe standard per forgiatura per corpi valvola e flange in applicazioni per tubazioni e teste di pozzo ad alta temperatura e alta pressione.
Forgiati in acciaio aerospaziale
I componenti del carrello di atterraggio sono tra i pezzi fucinati in acciaio strutturalmente più impegnativi realizzati. L'acciaio 300M (un 4340 modificato con aggiunte di silicio e vanadio) è il materiale predominante del carrello di atterraggio, raggiungendo resistenze alla trazione di 1930 MPa o superiori. AerMet 100 e altri acciai ultra-resistenti spingono la resistenza alla trazione oltre i 1965 MPa, migliorando al tempo stesso la tenacità alla frattura rispetto ai precedenti acciai ad alta resistenza. Ogni pezzo forgiato nel settore aerospaziale è soggetto a test a ultrasuoni al 100% e spesso a ispezione con particelle magnetiche, con tracciabilità del calore di fusione e lotto di forgiatura richiesti.
Produzione di energia e forgiature nucleari
I pezzi fucinati dei rotori di turbine di grandi dimensioni pesano tra 5 e 200 tonnellate e sono prodotti con acciai bassolegati come 26NiCrMoV11-5 o 30CrMoNiV5-11. Questi pezzi forgiati richiedono livelli di zolfo e fosforo strettamente controllati (tipicamente inferiori allo 0,005% ciascuno) per garantire un'elevata resistenza agli urti alla temperatura operativa della turbina. I pezzi fucinati dei recipienti a pressione del reattore nucleare utilizzano A508 grado 3 (equivalente a 20MnMoNi4-5 negli standard europei), un grado con una lunga storia di validazione normativa e un'ampia documentazione Charpy e di resistenza alla frattura richiesta dai codici di sicurezza nucleare.
Standard di qualità e test per i pezzi fucinati in acciaio
Indipendentemente dal grado di forgiatura dell’acciaio, la garanzia della qualità segue un modello coerente disciplinato da standard internazionali. Gli standard più citati per i pezzi fucinati in acciaio includono ASTM A668 (forgiati in acciaio legato generale), ASTM A182 (flange e raccordi in acciaio legato), EN 10250 (forgiati in acciaio a stampo aperto per ingegneria generale) e API 6A (attrezzature per teste di pozzo e alberi di Natale).
I controlli di qualità standard per i componenti in acciaio forgiato includono:
- Prove meccaniche: Trazione, snervamento, allungamento, riduzione dell'area e impatto Charpy (a temperature specificate fino a -196°C in alcune applicazioni criogeniche)
- Verifica della durezza: Durezza Brinell (HBW) controllata su sezioni trasversali rappresentative e talvolta traverse di durezza per confermare la tempra completa
- Test ad ultrasuoni (UT): Ispezione volumetrica al 100% per difetti del sottosuolo, con criteri di accettazione riferiti a dimensioni equivalenti dei fori a fondo piatto che in genere vanno da FBH 2 mm a FBH 6 mm a seconda della specifica
- Verifica della composizione chimica: Analisi della siviera e del prodotto per confermare la conformità della qualità, spesso con limiti più severi sugli elementi residui rispetto a quanto richiesto dallo standard di base
- Esame macro e micro: Incisione in sezione trasversale per rivelare il flusso del grano, la segregazione e la solidità interna; esame metallografico per la conferma della dimensione del grano e della microstruttura
I pezzi fucinati che non superano i test a ultrasuoni dopo il trattamento termico devono essere rottamati o riprocessati: non esiste alcuna opzione di riparazione per i difetti interni in un pezzo fucinato solido. Ciò rende la selezione di billette di acciaio pulite e degasate sotto vuoto e un attento controllo del processo durante la forgiatura fondamentali per ottenere rese accettabili, in particolare nei pezzi fucinati di acciaio legato di grandi dimensioni per applicazioni nel settore dell'energia e della difesa.