Cos'è la forgiatura dell'acciaio e come funziona il processo
Forgiatura dell'acciaio è un processo di produzione in cui billette o barre di acciaio solido vengono modellate sotto forza di compressione - utilizzando martelli, presse o matrici - per produrre parti con proprietà meccaniche superiori rispetto alle alternative fuse o lavorate a macchina. Il risultato è una struttura a grana che segue i contorni della parte, offrendo resistenze alla trazione generalmente superiori del 20–40% rispetto ai componenti equivalenti in acciaio fuso. Se hai bisogno di parti in grado di sopportare fatica, urti o carichi ciclici (bielle, alberi a gomiti, flange, ingranaggi), la forgiatura è solitamente il percorso più affidabile per arrivarci.
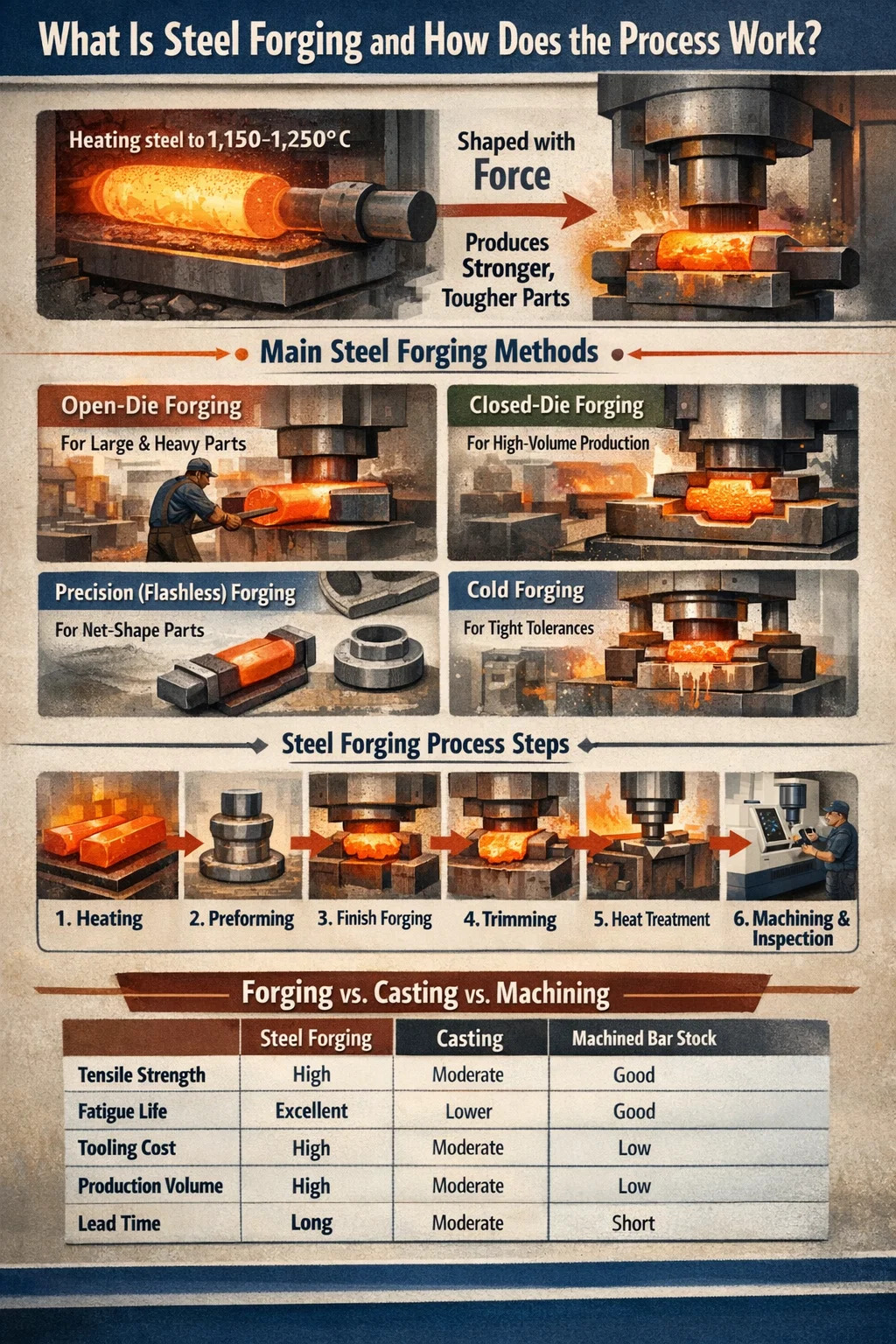
Fondamentalmente, il processo prevede il riscaldamento dell’acciaio a uno specifico intervallo di temperature (solitamente tra 1.100°C e 1.250°C per gli acciai al carbonio e legati), quindi l’applicazione della forza per deformare plasticamente il materiale nella forma desiderata. La temperatura elevata riduce lo stress da flusso e migliora la duttilità, rendendo il metallo più facile da modellare senza rompersi. Una volta raffreddata, la parte forgiata viene sottoposta a trattamento termico, lavorazione meccanica e ispezione post-processo prima della spedizione.
La forgiatura dell'acciaio non è una tecnica unica. Si ramifica in diversi metodi distinti, ciascuno adatto a diverse geometrie, volumi e requisiti di tolleranza. Comprendere come funziona ciascun metodo e dove fallisce è il punto di partenza per qualsiasi ingegnere o acquirente che cerca di fare la scelta giusta su un progetto di forgiatura.
Principali metodi di forgiatura dell'acciaio e quando utilizzarli
Ciascun metodo di forgiatura dell'acciaio produce parti con tolleranze dimensionali, condizioni superficiali e costi di lavorazione diversi. La scelta errata aumenta i costi, prolunga i tempi di consegna o determina la creazione di parti che necessitano di un'eccessiva lavorazione secondaria.
Forgiatura a stampo aperto
La forgiatura a stampo aperto (chiamata anche forgiatura libera o forgiatura da fabbro) utilizza matrici piatte o di forma semplice che non racchiudono completamente il pezzo. L'acciaio viene manipolato tra gli stampi attraverso una serie di compressioni, allungamenti e rotazioni. Questo è il metodo utilizzato per alberi, cilindri, anelli e lingotti di grandi dimensioni, parti che possono pesare da pochi chilogrammi a oltre 200 tonnellate.
La forgiatura a stampo aperto è la scelta ideale quando le dimensioni del pezzo superano la capacità degli stampi chiusi o quando le quantità di produzione sono troppo basse per giustificare attrezzature costose. Le tolleranze dimensionali sono più ampie (tipicamente ±3–6 mm), quindi in seguito è prevista una lavorazione significativa. I tipi di acciaio inossidabile come 4140, 4340 e 316 vengono abitualmente lavorati in questo modo per i settori del petrolio e del gas, della produzione di energia e delle attrezzature pesanti.
Forgiatura a stampo chiuso (Forgiatura a stampo a impronta)
La forgiatura a stampo chiuso utilizza una serie di stampi abbinati con una cavità lavorata secondo la forma approssimativa del pezzo finito. La billetta riscaldata viene posizionata tra gli stampi e viene applicata la forza finché l'acciaio non riempie completamente la cavità, con il materiale in eccesso che fuoriesce come bava attorno alla linea di giunzione. Il flash viene successivamente tagliato.
Questo metodo produce tolleranze più strette (tipicamente ±0,5–1,5 mm a seconda della complessità e delle dimensioni della parte), migliore finitura superficiale e geometria più coerente rispetto al lavoro a stampo aperto. I costi degli utensili sono elevati (un set completo di stampi per un pezzo di media complessità può costare dai 15.000 agli 80.000 dollari o più), quindi la forgiatura a stampo chiuso ha senso economico soprattutto per volumi di produzione medio-alti. Bielle automobilistiche, mozzi delle ruote e corpi valvola sono applicazioni classiche.
Forgiatura senza fiamma (di precisione).
La forgiatura senza bava elimina la bava controllando con precisione il volume della billetta e la geometria dello stampo in modo che il materiale riempia la cavità senza traboccare. Il risultato è una parte a forma di rete o quasi a forma di rete che richiede una lavorazione post-forgiatura minima. Sono ottenibili tolleranze strette fino a ±0,1–0,3 mm.
Questo processo richiede una preparazione precisa della billetta e investimenti più elevati in attrezzature, ma il risparmio di materiale del 10–20% rispetto alla forgiatura convenzionale a stampo chiuso la rende interessante per la produzione in grandi volumi di parti complesse come ingranaggi, ingranaggi conici e componenti delle sospensioni.
Forgiatura a rulli
La forgiatura a rulli fa passare una barra d'acciaio riscaldata tra due rulli con scanalature sagomate, riducendone la sezione trasversale e allungandola contemporaneamente. Viene generalmente utilizzato come fase di preformatura prima della forgiatura a stampo chiuso, ma viene utilizzato anche come processo finale per alberi conici, molle a balestra e componenti di rotaie. La natura continua del processo lo rende altamente efficiente per le parti allungate.
Forgiatura sconvolta
La forgiatura rovesciata aumenta l'area della sezione trasversale di una barra o asta d'acciaio comprimendola lungo il suo asse, accorciando la lunghezza e aumentando il diametro in una zona specifica. In questo modo vengono prodotti bulloni, prigionieri, valvole e alberi flangiati. Le macchine per forgiatura ricalcata ad alta velocità possono produrre migliaia di parti all'ora, rendendo questo uno dei metodi di forgiatura più produttivi per elementi di fissaggio e hardware simile.
Forgiatura a freddo
A differenza dei metodi sopra indicati, la forgiatura a freddo viene eseguita a temperatura ambiente o quasi. L'acciaio si indurisce durante il processo, il che aumenta effettivamente la durezza e la resistenza superficiale. Le tolleranze sono eccezionalmente strette (±0,05–0,1 mm) e la finitura superficiale è eccellente, spesso eliminando la necessità di tornitura o rettifica. Il compromesso è rappresentato dalle maggiori forze di pressione richieste e dalle limitazioni sulla geometria della parte e sulla qualità dell'acciaio. Gli acciai a basso e medio tenore di carbonio sono i più adatti per la forgiatura a freddo.
Passo dopo passo: come viene eseguita nella pratica la forgiatura dell'acciaio
Conoscere le fasi del processo è importante sia che si stia progettando una parte per la forgiatura o che si stia verificando il reparto di produzione di un fornitore. Ecco come una sequenza standard di forgiatura dell'acciaio a stampo chiuso va dalla materia prima al pezzo finito.
- Selezione del materiale e preparazione della billetta: Il grado di acciaio appropriato viene selezionato in base ai requisiti di proprietà meccaniche della parte finita. I gradi comuni includono 1045 (a medio carbonio, industriale generale), 4140 (cromo-molibdeno, ad alta resistenza), 4340 (nichel-cromo-molibdeno, aerospaziale) e acciaio inossidabile 17-4 PH (resistente alla corrosione, ad alta resistenza). La barra o la billetta vengono tagliate al volume calcolato, leggermente sovradimensionate per tenere conto della bava e della perdita di scaglie.
- Riscaldamento: Le billette vengono caricate in un forno a gas o ad induzione e portate alla temperatura di forgiatura target. Per la maggior parte degli acciai al carbonio e legati, questo valore è 1.150–1.250°C. L'uniformità della temperatura nella sezione trasversale della billetta è fondamentale: un gradiente di temperatura superiore a 50°C può provocare fessurazioni o un riempimento incompleto dello stampo. Il riscaldamento a induzione è preferito per un controllo rigoroso della temperatura e una formazione ridotta di incrostazioni.
- Decalcificazione: L'acciaio caldo sviluppa uno strato di incrostazioni di ossido durante il riscaldamento. Prima della forgiatura, questa scaglia viene rimossa mediante getti d'acqua ad alta pressione (tipicamente 100–200 bar) o con un primo leggero colpo nello stampo, che rompe la scaglia e impedisce che venga pressata sulla superficie del pezzo, causando difetti superficiali.
- Preformatura (se richiesto): Le parti complesse spesso richiedono uno o più passaggi di preformatura per ridistribuire la massa metallica più vicino alla forma finale prima dell'impressione finale dello stampo. Ciò riduce l'usura dello stampo e migliora il flusso del metallo nel colpo finale. La preformatura viene eseguita in cavità separate dello stampo sulla stessa pressa o martello.
- Finitura della forgiatura: La billetta preformata viene trasferita nella cavità dello stampo finito e colpita da un martello (a gravità o a vapore che fornisce colpi ripetuti) o da una pressa (pressa meccanica o idraulica che fornisce una corsa singola controllata). L'acciaio riempie completamente la cavità e la bava fuoriesce attorno alla linea di giunzione.
- Taglio flash: Mentre è ancora caldo (o dopo il raffreddamento, per le presse tranciatrici), il pezzo fucinato viene posto in una matrice tranciatrice e la bava viene eliminata in un unico colpo. Per le parti di precisione, il pezzo forgiato tagliato può essere ribatteto in uno stampo di dimensionamento mentre è ancora caldo per correggere eventuali ritorni elastici e migliorare la precisione dimensionale.
- Trattamento termico: A seconda del tipo di acciaio e dei requisiti di proprietà meccanica finale, le parti forgiate vengono sottoposte a normalizzazione, ricottura, bonifica o solubilizzazione e invecchiamento. La tempra e il rinvenimento dell'acciaio 4140, ad esempio, possono portare la resistenza alla trazione da 655 MPa (normalizzata) a oltre 1.000 MPa.
- Lavorazione: Anche i pezzi forgiati con forma quasi perfetta richiedono in genere tornitura, fresatura, foratura e rettifica CNC per ottenere tolleranze dimensionali finali, finitura superficiale e caratteristiche (filetti, fori, sedi per chiavetta) che non possono essere forgiate direttamente.
- Ispezione e test: I pezzi fucinati finiti vengono ispezionati dimensionalmente (CMM o misurazione manuale), visivamente (fessure superficiali, giunture, giunzioni) e spesso mediante test non distruttivi: ispezione con particelle magnetiche (MPI) per difetti superficiali, test a ultrasuoni (UT) per vuoti interni. I test meccanici sui campioni campione verificano la durezza, la resistenza alla trazione, la resistenza agli urti e le prestazioni alla fatica.
Gradi di acciaio comunemente utilizzati nella forgiatura e loro proprietà
La selezione del materiale è inseparabile dal processo di forgiatura. La qualità dell'acciaio determina l'intervallo di temperature di forgiatura, la durata dello stampo, la capacità della pressa richiesta, il trattamento termico post-forgiatura e, in ultima analisi, le prestazioni del pezzo finito.
| Grado d'acciaio | Intervallo di temperatura di forgiatura | Resistenza alla trazione (domande e risposte) | Applicazioni chiave |
|---|---|---|---|
| AISI1045 | 1.150–1.230°C | ~570–700 MPa | Alberi, ingranaggi, giunti |
| AISI4140 | 1.100–1.230°C | ~900–1.100 MPa | Flange, collari di foratura, assi |
| AISI4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Carrello di atterraggio, alberi a gomiti, aerospaziale |
| Acciaio inossidabile AISI 316 | 1.149–1.260°C | ~515–690 MPa | Valvole, raccordi, ferramenta nautica |
| F51 Duplex SS | 1.050–1.150°C | ~620–880 MPa | Componenti sottomarini, impianti chimici |
| Acciaio inossidabile 17-4 PH | 1.040–1.150°C | ~930–1.310 MPa | Aerospaziale, medicale, alberi di pompe |
Una nota pratica sulla forgiatura dell'acciaio inossidabile: i gradi austenitici come il 316 presentano uno stress di flusso maggiore rispetto agli acciai al carbonio, il che significa che la pressa necessita di una maggiore capacità per la stessa dimensione del pezzo. Sono anche più inclini all'incrudimento, che può causare fessurazioni se il riscaldamento tra i passaggi non viene eseguito correttamente. Le qualità duplex sono ancora più sensibili alla temperatura: lavorare al di fuori della ristretta finestra di forgiatura può destabilizzare l'equilibrio ferrite-austenite e ridurre la resistenza alla corrosione.
Regole di progettazione chiave per parti in acciaio forgiabili
Le parti progettate senza tener conto della forgiatura spesso finiscono per costare molto di più da produrre o non riescono a sfruttare i vantaggi strutturali del processo. L'applicazione di questi principi di progettazione fin dall'inizio evita costose riprogettazioni successive.
Angoli di sformo
Tutte le superfici verticali in una forgiatura a stampo chiuso necessitano di un angolo di spoglia in modo che la parte possa essere espulsa dallo stampo. La bozza standard per i pezzi fucinati in acciaio è 5–7° su superfici esterne e 7–10° su superfici interne . Le funzionalità a stiro zero o negativo richiedono attrezzature più complesse con perni di espulsione o matrici divise, il che aumenta notevolmente i costi.
Raccordo e raggi d'angolo
Gli angoli interni acuti creano concentrazioni di stress nello stampo e nel pezzo finito. Un raggio di raccordo interno minimo di 3 mm è un punto di partenza pratico, con 6 mm o maggiore preferibile nelle zone molto caricate. I raggi degli angoli esterni devono essere almeno 1,5 mm. Le parti con raccordi adeguati mostrano miglioramenti della durata a fatica fino a 3 volte rispetto a quelle con transizioni nette.
Posizionamento della linea di divisione
La linea di giunzione è il punto in cui le due metà dello stampo si incontrano. Dovrebbe essere posizionato sulla sezione trasversale più grande della parte per ridurre al minimo la profondità dello stampo e la bava. Una linea di divisione diritta e piatta è l'opzione più semplice ed economica. Le linee di divisione curve o angolate aggiungono complessità all'utensileria ma potrebbero essere necessarie per alcune geometrie.
Variazione dello spessore della sezione
Grandi variazioni nello spessore della sezione trasversale all'interno della stessa parte creano un flusso di metallo non uniforme durante la forgiatura. Le sezioni sottili si riempiono più velocemente e si raffreddano più velocemente di quelle spesse, causando un riempimento insufficiente o fessurazioni. Come regola pratica, il rapporto tra lo spessore massimo e quello minimo della parete in una forgiata di acciaio non deve superare 4:1 senza un'attenta progettazione della preforma per pre-distribuire il materiale.
Orientamento del flusso di grano
Uno dei vantaggi più significativi della forgiatura dell'acciaio rispetto alla fusione o alla lavorazione da barre è la capacità di allineare il flusso del grano con la direzione di sollecitazione più elevata in servizio. Una biella forgiata con flusso longitudinale delle venature lungo l'asse della biella ha una resistenza alla fatica di gran lunga migliore rispetto a una biella ricavata da barra, dove le venature corrono trasversalmente attraverso sezioni critiche. Progettare la parte in modo che l'asse del carico primario sia allineato con la direzione principale di forgiatura.
Forgiatura dell'acciaio, fusione e lavorazione da barra
Gli ingegneri si trovano spesso a dover scegliere tra forgiatura, fusione e lavorazione meccanica quando scelgono un percorso di produzione per parti strutturali in acciaio. Ciascun metodo ha prestazioni e profilo di costo distinti.
| Criterio | Forgiatura dell'acciaio | Colata | Barra lavorata |
|---|---|---|---|
| Resistenza alla trazione | Alto (grana raffinata) | Moderato (rischio di porosità) | Buono (dipende dal voto) |
| Vita affaticata | Eccellente | Inferiore (difetti interni) | Buono se la grana è allineata |
| Complessità geometrica | Moderato | Alto | Alto (CNC) |
| Costo degli utensili | Alto (dies) | Moderato (patterns/molds) | Basso o nullo |
| Costo unitario a volume elevato | Basso | Basso to moderate | Alto (material waste) |
| Difetti interni | Minimo (vuoti chiusi) | Possibile (ritiro, porosità) | Dipende dalla qualità della barra |
| Tempi di consegna (prototipo) | Lungo (produzione di stampi) | Moderato | Breve |
La decisione in genere si riduce a tre fattori: volume di produzione annuale, prestazioni meccaniche richieste e complessità della parte. Per le parti con passaggi interni o sottosquadri complessi, la fusione spesso vince solo sulla geometria. Per le parti strutturali di grandi volumi nel settore automobilistico, aerospaziale o nel settore petrolifero e del gas, la forgiatura è quasi sempre vincente in termini di prestazioni e costi del ciclo di vita. La lavorazione da barra è più sensata per prototipi, lotti molto piccoli o parti che sono semplicemente troppo piccole per essere forgiate in modo economico.
Difetti comuni nella forgiatura dell'acciaio e come prevenirli
Anche con parametri di processo corretti, i pezzi fucinati in acciaio possono sviluppare difetti che compromettono l'integrità strutturale. Conoscere le cause di ciascun difetto e come individuarlo tempestivamente previene costosi guasti sul campo.
Giri e pieghe
Le sovrapposizioni si formano quando una piega o una sporgenza della superficie viene ripiegata e forgiata nella superficie della parte senza incollarsi. Appaiono come difetti superficiali lineari, che generalmente corrono paralleli alla linea di giunzione. La causa principale è solitamente la forma errata della preforma, un'eccessiva bava o una scarsa distribuzione del flusso di metallo nello stampo. L'ispezione con particelle magnetiche rileva in modo affidabile le sovrapposizioni sulla superficie. La prevenzione richiede una corretta progettazione della preforma e l'ottimizzazione della cavità dello stampo.
Riempimento insufficiente
Riempimento insufficiente significa che la cavità dello stampo non è stata completamente riempita di acciaio durante la forgiatura, lasciando depressioni poco profonde sulla superficie del pezzo. Le cause includono un peso insufficiente della billetta, una temperatura di forgiatura troppo bassa, un'eccessiva bava che fa fuoriuscire il materiale prima che la cavità si riempia o una capacità inadeguata della pressa. Nella maggior parte dei casi, l'ispezione dimensionale rileva il riempimento insufficiente, ma è meglio rilevarlo nel primo ciclo di produzione con il sezionamento del campione.
Cracking
Le cricche superficiali si sviluppano quando l'acciaio viene forgiato a una temperatura troppo bassa (al di sotto dell'intervallo di transizione da duttile a fragile), quando la velocità di deformazione è troppo elevata o quando l'acciaio ha un contenuto eccessivo di zolfo o fosforo che favorisce la brevità a caldo. Le cricche interne (difetti di scoppio) si verificano quando si sviluppano tensioni di trazione nel nucleo durante la forgiatura, spesso in sezioni pesanti. Mantenere la temperatura di forgiatura al di sopra di 1.050°C per la maggior parte degli acciai legati ed evitare un'eccessiva riduzione per passata previene la maggior parte dei difetti di fessurazione.
Decarburazione
L'esposizione prolungata all'aria ad alte temperature provoca la diffusione del carbonio dallo strato superficiale dell'acciaio, creando una zona morbida a basso contenuto di carbonio che riduce la durezza e la resistenza alla fatica. Una profondità di decarburazione di 0,3–0,8 mm non è rara nelle parti riscaldate in forni a fiamma aperta. L'utilizzo di forni ad atmosfera controllata o di riscaldamento a induzione riduce significativamente la decarburazione e la rimozione tramite lavorazione meccanica dello strato interessato è la soluzione standard quando si verifica.
Muore
Lo spostamento dello stampo avviene quando le metà superiore e inferiore dello stampo sono disallineate durante la forgiatura, producendo una parte sfalsata rispetto alla linea di giunzione. Anche uno spostamento di 0,5 mm può far fallire l'ispezione dimensionale di una parte. I controlli regolari dell'allineamento dello stampo e la corretta manutenzione delle chiavi di localizzazione prevengono questo difetto nella produzione.
Industrie che si affidano alla forgiatura dell’acciaio e perché
La domanda di forgiatura dell’acciaio è guidata da settori in cui il cedimento strutturale non è un’opzione. Comprendere dove e perché viene specificata la forgiatura aiuta gli acquirenti a giustificare l'investimento in attrezzature e aiuta gli ingegneri a sostenere la causa della forgiatura rispetto ai processi concorrenti.
- Automotive: Bielle, alberi motore, fusi a snodo, mozzi delle ruote, alberi a camme e ingranaggi di trasmissione sono quasi universalmente forgiati. Una tipica autovettura contiene 35–45 kg di parti in acciaio forgiato. La resistenza alla fatica e agli urti dell'acciaio forgiato è il motivo per cui questi componenti critici per la sicurezza non vengono fusi.
- Petrolio e gas: Punte da trapano, collari di perforazione, componenti BOP, corpi valvola, flange (ANSI/ASME B16.5) e connettori sottomarini richiedono la forgiatura per resistere a pressioni estreme del fondo pozzo (fino a 15.000 psi di pressione di esercizio in alcune applicazioni) e ambienti corrosivi. Gli standard ASME/ANSI e API impongono la forgiatura di molti di questi componenti.
- Aerospaziale: I montanti del carrello di atterraggio, i raccordi di attacco delle ali, i supporti del motore e i dischi delle turbine sono forgiati con acciai legati e superleghe ad alta resistenza. I severi requisiti dell'industria aerospaziale in materia di tracciabilità, rapporti di test certificati sui materiali e test non distruttivi rendono la forgiatura la scelta predefinita per i componenti strutturali della cellula.
- Generazione di energia: I rotori delle turbine a vapore, gli alberi dei generatori e le teste dei recipienti a pressione nelle centrali nucleari e convenzionali sono tra i pezzi fucinati più grandi prodotti: i singoli pezzi forgiati a stampo aperto possono pesare 150-300 tonnellate. L’integrità del materiale richiesta per i componenti che operano sotto stress termico e meccanico combinato per 30-60 anni è ottenibile solo attraverso la forgiatura controllata e il trattamento termico.
- Attrezzature minerarie e edili: Le maglie dei cingoli dei bulldozer, i perni delle benne degli escavatori, i martelli frantoi e le aste di perforazione sono soggetti a forti impatti e usura abrasiva. I pezzi forgiati in acciaio ad alto contenuto di manganese e bassolegato resistono alla deformazione e alla frattura in queste condizioni molto meglio delle alternative fuse.
- Difesa: Proiettili di artiglieria, penetratori perforanti, componenti di cingoli di carri armati e canne di armi sono forgiati per soddisfare specifiche militari che richiedono durezza, tenacità e consistenza dimensionale specifiche che non possono essere ottenute con altri processi.
Standard di Qualità e Certificazioni per i Forgiati in Acciaio
Acquistare pezzi fucinati in acciaio senza fare riferimento agli standard applicabili espone gli acquirenti alla variabilità della qualità e alle parti non conformi. Vale la pena conoscere le principali norme che regolano la qualità della forgiatura dell'acciaio prima di scrivere un ordine di acquisto.
- ASTM A668/A668M: Specifiche standard per forgiati di acciaio al carbonio e legato per uso industriale generale. Copre otto classi con requisiti di proprietà meccaniche dalla resistenza alla trazione di 485 MPa (Classe D) fino a 830 MPa (Classe L).
- ASTM A182: Copre flange di tubi in lega forgiata o laminata e acciaio inossidabile, raccordi forgiati e valvole per servizio ad alta temperatura. Ampiamente citato nelle specifiche di lavorazione del petrolio e del gas e dei prodotti chimici.
- ASTM A105: Standard per forgiati in acciaio al carbonio per applicazioni di tubazioni a temperature ambiente e superiori. Questa è una delle specifiche più comunemente richiamate per flange e raccordi nei sistemi di tubazioni industriali.
- API 6A/6D: Standard dell'American Petroleum Institute per le apparecchiature della testa pozzo e dell'albero di Natale (6A) e le valvole delle tubazioni (6D). Questi standard definiscono le classi dei materiali, i requisiti di prova e la documentazione di tracciabilità per i componenti forgiati utilizzati nel servizio degli idrocarburi.
- AMS (Specifiche dei materiali aerospaziali): Gli standard SAE AMS come AMS 2750 (pirometria per il trattamento termico) e i gradi AMS specifici del materiale (ad esempio AMS 6414 per l'acciaio 4340) regolano la forgiatura aerospaziale. La conformità richiede una calibrazione documentata del forno, rapporti di test sui materiali certificati e l'ispezione del primo articolo.
- ISO 9001/IATF 16949: Certificazioni del sistema di gestione della qualità per i fornitori di forgiatura industriale generale (ISO 9001) e automobilistica (IATF 16949). Queste certificazioni indicano che il fornitore utilizza un sistema di qualità documentato ma non garantiscono di per sé la conformità del prodotto a specifiche meccaniche.
Richiedi sempre rapporti sui test dei materiali (MTR), rapporti sulle ispezioni dimensionali e rapporti NDE con ogni spedizione di pezzi forgiati. Per le applicazioni critiche, i test presso la fucina sono una pratica standard negli appalti aerospaziali e nucleari.
Domande frequenti sulla forgiatura dell'acciaio
Qual è la quantità minima d'ordine per i pezzi fucinati in acciaio a stampo chiuso?
La maggior parte delle officine di forgiatura a stampo chiuso stabilisce una quantità minima di ordine (MOQ) di 100-500 pezzi per nuovi progetti di attrezzature, sebbene ciò vari in base alle dimensioni e alla complessità della parte. Per le parti piccole e semplici, alcuni negozi prenderanno in considerazione cicli di prova di 50 pezzi. Il costo elevato degli utensili è il vincolo principale: il costo dello stampo suddiviso in un numero inferiore di parti aumenta significativamente il costo unitario. I pezzi fucinati a stampo aperto non hanno un MOQ minimo pratico poiché non sono richiesti strumenti personalizzati.
Quanto tempo ci vuole per realizzare i pezzi fucinati in acciaio?
Per i pezzi fucinati a stampo chiuso con nuovi utensili, i tempi di consegna in genere vanno da 10 a 16 settimane: 4-6 settimane per la progettazione e la produzione dello stampo, 1-2 settimane per le prove di forgiatura del primo articolo e 2-4 settimane per il trattamento termico e la lavorazione meccanica delle parti di produzione. La forgiatura a stampo aperto per componenti di grandi dimensioni può richiedere 8-20 settimane a seconda della capacità della fucina e della disponibilità di billette di acciaio. Gli ordini ripetuti da stampi esistenti durano solitamente 4-8 settimane.
È possibile forgiare l’acciaio inossidabile utilizzando le stesse attrezzature dell’acciaio al carbonio?
Sì, vengono utilizzati gli stessi martelli e presse, ma l’acciaio inossidabile, in particolare i gradi austenitici, richiede forze di forgiatura più elevate rispetto all’acciaio al carbonio a temperature equivalenti a causa del suo maggiore stress di flusso. Potrebbe essere necessario declassare una pressa classificata per una dimensione specifica della parte in acciaio al carbonio o suddividere la parte in operazioni più piccole quando si passa all'acciaio inossidabile. Inoltre, la durata dello stampo è generalmente più breve durante la forgiatura dell'acciaio inossidabile a causa delle pressioni di interfaccia più elevate e delle scaglie di ossido abrasivo.
La forgiatura a caldo è diversa dalla forgiatura a caldo?
SÌ. La forgiatura a caldo viene eseguita nell'intervallo di temperature compreso tra la forgiatura a freddo e quella a caldo, in genere 650–950°C per l'acciaio. A queste temperature, lo stress da flusso è inferiore rispetto a quello a temperatura ambiente (rendendo più facile la formatura), ma l'acciaio non forma la pesante scaglia di ossido osservata nella forgiatura a caldo. Il risultato è una migliore finitura superficiale e tolleranze più strette rispetto alla forgiatura a caldo, con forze di stampa inferiori rispetto alla forgiatura a freddo. La forgiatura a caldo viene utilizzata per parti di media complessità in cui la qualità della superficie è importante ma le forze di forgiatura a freddo sarebbero impraticabilmente elevate.
Come posso specificare correttamente una forgiatura su un disegno?
Una specifica completa di forgiatura su un disegno dovrebbe includere: il grado di acciaio (designazione ASTM, AISI o AMS), le condizioni di trattamento termico e la durezza richiesta o resistenza alla trazione/snervamento, requisiti dell'angolo di sformo, raccordi minimi e raggi degli angoli, finitura superficiale (valore Ra) per le superfici come forgiate, estensione della bava consentita sulla linea di giunzione, metodi NDE richiesti (MPI, UT) e criteri di accettazione, nonché i requisiti del rapporto di prova del materiale applicabile. Il riferimento allo standard ASTM applicabile (ad esempio ASTM A668, Classe F) unisce in modo chiaro tutti i requisiti relativi ai materiali e ai test.